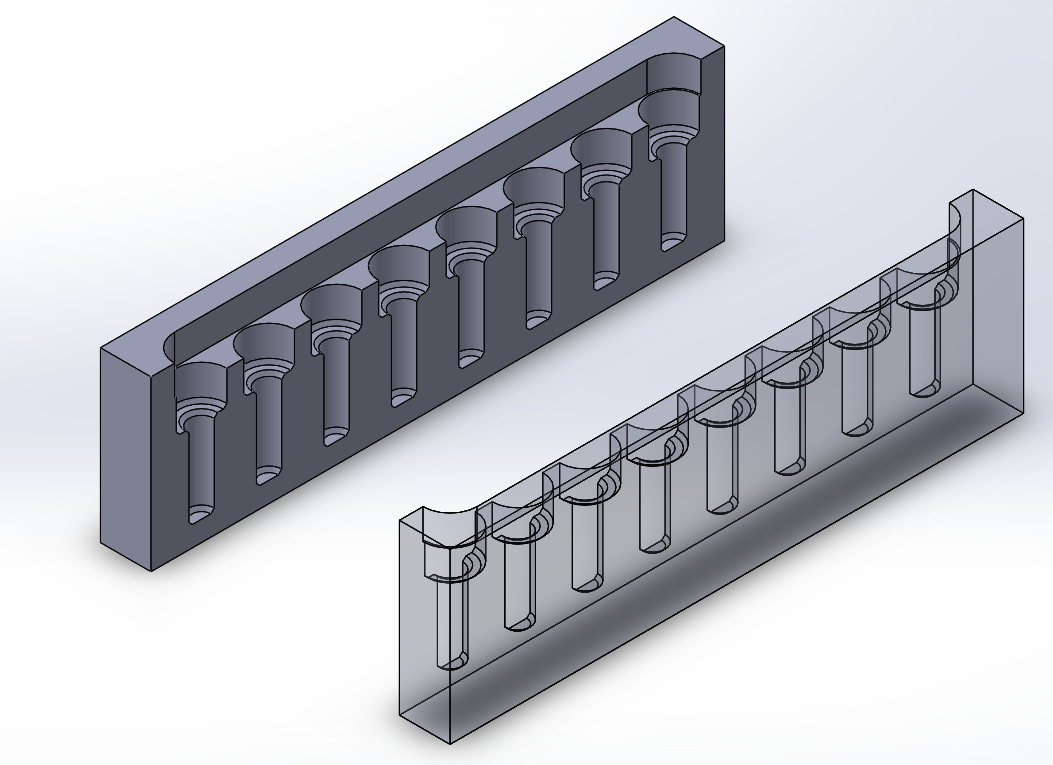
Achamos melhor utilizar o molde metálico, visto que este tem melhor margem de tolerância e melhor acabamento se comparado com os moldes de areia. Para a fabricação do mesmo, vamos precisar de um bloco metálico bipartido, onde faremos os furos e rebaixo com brocas de diâmetros conforme cálculos feitos pela equipe. Segue modelo cad do nosso molde:
Figura 1: Molde metálico bipartido
 |
| Fonte: Própria |
Após estudo sobre os sistemas de alimentação, foi possível a escolha de um massalote aberto de topo e o calculo do seu volume foi obtido pela formula básica:

Onde Vm corresponde ao volume do massalote, b ao coeficiente de contração volumétrica, Vp ao volume da peça ou parte da peça a ser alimentada e η o rendimento do massalote que nos casos gerais corresponde a 14%.
As chapas da junta serão obtidas no Cento Universitário Senai Cimatec e os furos tambem serão realizados no mesmo local, utilizando as ferramentas e maquinas disponíveis.
A equipe gostaria de apontar também que, tendo em vista que o corpo de prova fundido de alumínio apresentou um comportamento fragilizado, foi recalculado um valor de diâmetro para os rebites, baseando-se na teoria de Coulomb-Mohr para estimar a resistência ao cisalhamento para a seção transversal do rebite. Este e mais detalhes estão disponibilizados no link abaixo:
Rivets and Joint Manufacturing Project
During this week the team met to discuss some questions about the Rivets and Joints Fabrication Project, such as the cast model for casting rivets and their manufacture, materials to be used and availability at Senai Cimatec University Center, in addition to the riveting and conformation pattern of the rivets.
We think it is better to use the metal mold, since it has a better margin of tolerance and a better finish when compared to sand molds. For the manufacture of the same, we will need a bipartite metal block, where we will make the holes and recess with drills of diameters according to calculations made by the team. Following is our model cad:
We think it is better to use the metal mold, since it has a better margin of tolerance and a better finish when compared to sand molds. For the manufacture of the same, we will need a bipartite metal block, where we will make the holes and recess with drills of diameters according to calculations made by the team. Following is our model cad:
Figure 1: Bipartite metal mold.
|
| Source: Team. |
After a study on the feeding systems, it was possible to choose a top open massalot and the calculation of its volume was obtained by the basic formula:
Where Vm corresponds to the volume of the massalot, b to the coefficient of volumetric contraction, Vp to the volume of the cast part or part of the cast part to be fed, and η the massalot yield, which in general cases corresponds to 14%.
The joint plates will be obtained at Senai Cimatec University Center and the holes will also be made in the same place, using the tools and machines available.
The team would also like to point out that, since the die cast aluminum showed a brittle behavior, a diameter value was recalculated for the rivets, based on the Coulomb-Mohr theory to estimate the shear strength for the cross section of the rivet. This and more details are available at the link below:
Calculation Memorial
Where Vm corresponds to the volume of the massalot, b to the coefficient of volumetric contraction, Vp to the volume of the cast part or part of the cast part to be fed, and η the massalot yield, which in general cases corresponds to 14%.
The joint plates will be obtained at Senai Cimatec University Center and the holes will also be made in the same place, using the tools and machines available.
The team would also like to point out that, since the die cast aluminum showed a brittle behavior, a diameter value was recalculated for the rivets, based on the Coulomb-Mohr theory to estimate the shear strength for the cross section of the rivet. This and more details are available at the link below:
Calculation Memorial

Nenhum comentário:
Postar um comentário