Processo de Conformação/Conformation Process. O processos de conformação
mecânica é o processo de fabricação que emprega a deformação plástica de um
corpo metálico, mantendo sua massa e integridade. É também o processo onde se
obtém peças através da compressão de metais sólidos em moldes, utilizando a deformação
plástica da matéria-prima para o preenchimento das cavidades dos moldes./ The processes of mechanical conformation is
the manufacturing process that employs the plastic deformation of a metal body,
maintaining its mass and integrity. It is also the process where pieces are
obtained through the compression of solid metals into molds, using the plastic
deformation of the raw material to fill the cavities of the molds.
domingo, 19 de agosto de 2018
Projeto de melhoria do Molde
Melhoria
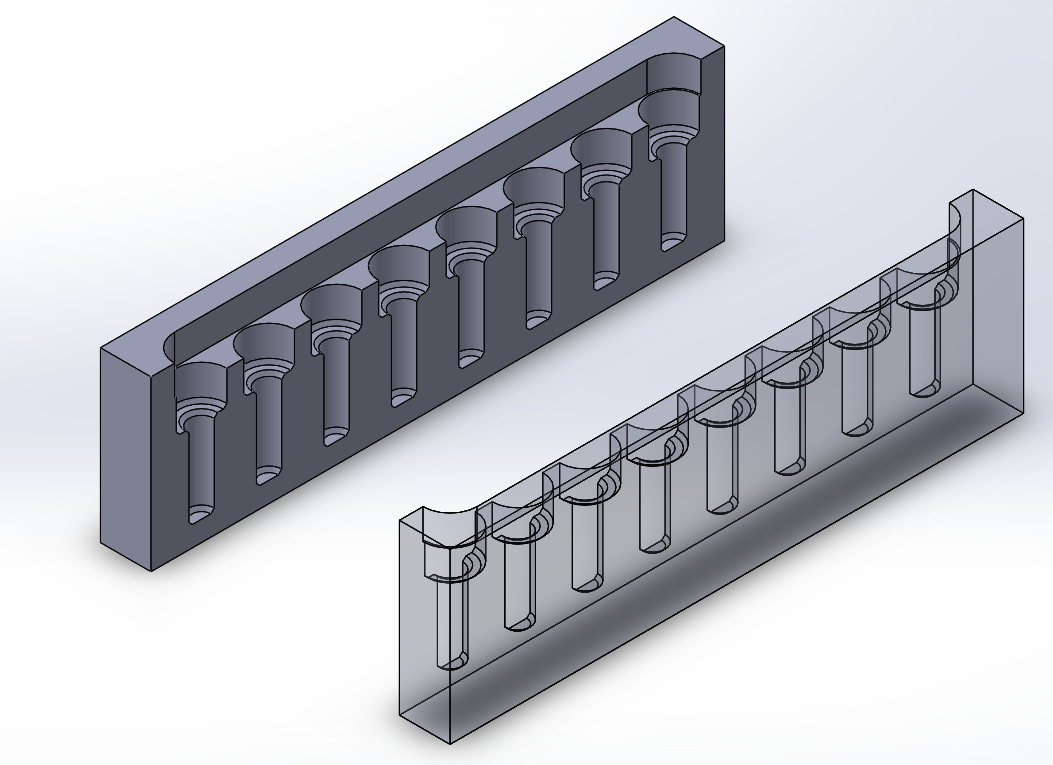
Após a etapa de verter o alumínio para a criação dos rebites na fundição, a equipe teve uma dificuldade em abrir o molde para retirar as peças fundidas. Após se reunir para apresentar projetos de melhoria, a equipe apresentou uma atualização conceitual do molde antigo a fim de facilitar a abertura do molde.
Novos chanfros foram adicionados à parte superior do molde a fim de ter a possibilidade de encaixar um objeto pontudo, como uma chave de fenda, e realizar a abertura do molde.
Figura 1: modelo 3D do molde metálico para fundição de rebites

Fonte: Própria
Com essa modificação, acreditamos que as próximas fundições, deve facilitar a desmoldagem.
Improvement
After the step of pouring the aluminum for the creation of the rivets in the foundry, the team had a hard time opening the mold to remove the castings. After meeting to present improvement projects, the team presented a conceptual update of the old mold in order to facilitate the mold opening.
New chamfers were added to the top of the mold in order to be able to fit a pointed object, such as a screwdriver, and to open the mold.
Figure 1: 3D model of metallic die casting mold
Source: Own
sexta-feira, 17 de agosto de 2018
Glossário técnico - verbete 8
Welding
Soldagem
The
welding is the process of joining metals by melting the pieces and then using a
filler to form a gasket. This can be done using different energy sources, from
a gas flame or electric arc to a laser or ultrasound.
Until
the early 20th century, welding was done through a process known as forged
welding, which consists of heating the pieces to be repaired and then hammering
until they coalesce. With the advent of electricity, the process became easier
and faster, and played an important role in the industry scene during the First
World War and II.
Fundição do Rebite
Fundição do Rebite
Essa semana produzimos o rebite para montagem da junta
rebitada e realização do teste de força, para análise e finalização do projeto.
Inicialmente fizemos o projeto do molde metálico, que
possui as dimensões calculadas previamente, possibilitando a produção precisa
do rebite. A confecção do molde foi feita no setor de Usinagem do Senai Cimatec.
Os moldes permanentes são feitos de aço ou ferro fundido ligado, resistente ao
calor e às repetidas mudanças de temperatura. A escolha do molde metálico para
essa etapa, se teve pelo fato de que esse tipo de molde é mais preciso e
garante melhor qualidade aos rebites em relação ao molde de areia.
Antes do vazamento foi colocado grafite na parte interna do
molde para facilitar no momento de desmoldar e o molde foi aquecido para evitar
solidificação do alumínio. O alumínio fundido foi vertido e resfriado pelo
ambiente. A desmoldagem foi realizada e os rebites foram retirados manualmente
com auxílio de ferramentas. Esse processo foi repetido algumas vezes para se
obter a quantidade necessária de rebites. Os massalotes projetados pela equipe
facilitaram o vazamento e a desmoldagem pela criação de uma espécie de poça na
parte superior do molde.
Rivet Casting
This week we produce the rivet
to assemble the clinched joint and carry out the test of strength, for analysis
and finalization of the project.
Initially we made the design
of the metallic mould, which has the dimensions calculated previously, enabling
the precise production of the rivet. The manufacture of the mould was made in
the machining sector of Senai Cimatec. The permanent moulds are made of alloy
steel or cast iron, heat-resistant and repeated temperature changes. The choice
of the metallic mould for this step was due to the fact that this type of mould
is more precise and guarantees better quality to the rivets in relation to the
sand mould.
Before the leak was placed
graphite in the inner part of the mould to facilitate at the time of demoulding
and the mould was heated to prevent solidification of the aluminium. The cast
aluminium was shed and cooled by the environment. The demoulding was carried
out and the rivets were removed manually with tool aid. This process has been
repeated a few times to get the required amount of rivets. The risering
designed by the team facilitated the leakage and demoulding by creating some
kind of puddle at the top of the mould.
sábado, 4 de agosto de 2018
Projeto de Fabricação dos Rebites e Junta
Achamos melhor utilizar o molde metálico, visto que este tem melhor margem de tolerância e melhor acabamento se comparado com os moldes de areia. Para a fabricação do mesmo, vamos precisar de um bloco metálico bipartido, onde faremos os furos e rebaixo com brocas de diâmetros conforme cálculos feitos pela equipe. Segue modelo cad do nosso molde:
Figura 1: Molde metálico bipartido
 |
| Fonte: Própria |
Após estudo sobre os sistemas de alimentação, foi possível a escolha de um massalote aberto de topo e o calculo do seu volume foi obtido pela formula básica:

Onde Vm corresponde ao volume do massalote, b ao coeficiente de contração volumétrica, Vp ao volume da peça ou parte da peça a ser alimentada e η o rendimento do massalote que nos casos gerais corresponde a 14%.
As chapas da junta serão obtidas no Cento Universitário Senai Cimatec e os furos tambem serão realizados no mesmo local, utilizando as ferramentas e maquinas disponíveis.
A equipe gostaria de apontar também que, tendo em vista que o corpo de prova fundido de alumínio apresentou um comportamento fragilizado, foi recalculado um valor de diâmetro para os rebites, baseando-se na teoria de Coulomb-Mohr para estimar a resistência ao cisalhamento para a seção transversal do rebite. Este e mais detalhes estão disponibilizados no link abaixo:
Rivets and Joint Manufacturing Project
During this week the team met to discuss some questions about the Rivets and Joints Fabrication Project, such as the cast model for casting rivets and their manufacture, materials to be used and availability at Senai Cimatec University Center, in addition to the riveting and conformation pattern of the rivets.
We think it is better to use the metal mold, since it has a better margin of tolerance and a better finish when compared to sand molds. For the manufacture of the same, we will need a bipartite metal block, where we will make the holes and recess with drills of diameters according to calculations made by the team. Following is our model cad:
We think it is better to use the metal mold, since it has a better margin of tolerance and a better finish when compared to sand molds. For the manufacture of the same, we will need a bipartite metal block, where we will make the holes and recess with drills of diameters according to calculations made by the team. Following is our model cad:
Figure 1: Bipartite metal mold.
|
| Source: Team. |
After a study on the feeding systems, it was possible to choose a top open massalot and the calculation of its volume was obtained by the basic formula:
Where Vm corresponds to the volume of the massalot, b to the coefficient of volumetric contraction, Vp to the volume of the cast part or part of the cast part to be fed, and η the massalot yield, which in general cases corresponds to 14%.
The joint plates will be obtained at Senai Cimatec University Center and the holes will also be made in the same place, using the tools and machines available.
The team would also like to point out that, since the die cast aluminum showed a brittle behavior, a diameter value was recalculated for the rivets, based on the Coulomb-Mohr theory to estimate the shear strength for the cross section of the rivet. This and more details are available at the link below:
Calculation Memorial
Where Vm corresponds to the volume of the massalot, b to the coefficient of volumetric contraction, Vp to the volume of the cast part or part of the cast part to be fed, and η the massalot yield, which in general cases corresponds to 14%.
The joint plates will be obtained at Senai Cimatec University Center and the holes will also be made in the same place, using the tools and machines available.
The team would also like to point out that, since the die cast aluminum showed a brittle behavior, a diameter value was recalculated for the rivets, based on the Coulomb-Mohr theory to estimate the shear strength for the cross section of the rivet. This and more details are available at the link below:
Calculation Memorial
Glossário técnico - Verbete 7
Processo de Fundição/Casting Process. Processo onde o metal líquido é despejado em um molde que contém a geometria desejada. Pode ser classificado de acordo com o tipo e o modelo de molde e/ou pela força (ou pressão) exercida para preencher o molde com o metal líquido. Tal processo permite obter, de modo econômico, peças de geometria complexa, que é a principal vantagem deste processo de fabricação./Process where the liquid metal is poured into a mold containing the desired geometry. It can be classified according to the type and the mold model and/or the force (or pressure) exerted to fill the mold with the liquid metal Such a process allows economically obtaining pieces of the complex geometry which is the main advantage of this manufacturing process. Exemplo do uso desse termo técnico: “They will mainly consist in the partial replacement of integrated steel making by electric steelmaking, optimisation of the continuous casting process and, finally, improvements in performance of rolling mills and coating works.”
Figura 1: Processo de fundição
 |
| Fonte: Google Imagens |
Referências:
sábado, 28 de julho de 2018
Glossário técnico - Verbete 6
Rebitagem. Processo de união de chapas metálicas com de um pequeno pedaço de metal que as atravessa. Pode ser dividida em três tipos de rebitagem em função da largura das chapas e dos esforços solicitantes:
- de recobrimento - serve para construção de vigas e estruturas metálicas;
- de recobrimento simples - serve para vedação de locais com alta pressão;
- de recobrimento duplo - serve para vedação melhor que a simples e resistem mais a esforços também.



*As três imagens anteriores são encontradas no livro de Nívia Gordo, Elementos de máquinas profissionalizante de mecânica.
Riveting. Process of joining metal sheets with a small piece of metal that passes through them. It can be divided into three types of riveting depending on the width of the plates and the requesting forces:
- recoating- for the construction of beams and metal structures;
- simple recoating - serves to seal high pressure sites;
- double-coated - fits better than simple and resists more stress as well.
* The three previous images are found in the book of Nívia Gordo, Elements of mechanizing machine mechanics.
Comparação de valores
Como foi dito em postagens anteriores, utilizamos os dados da equipe Lean Engeneering enquanto não possuíamos nosso próprio teste. Após receber os resultados do teste do corpo de prova, foi possível observar valores como Tensão Ultima de Tração e Tensão Ultima de Escoamento E coincidentemente o valor de Tensão Ultima de Tração que foi encontrada pela outra equipe foi bastante similar ao encontrada pelo nosso teste. A equipe concluiu que isso ocorreu devido aos métodos fundição serem similares, como a utilização do mesmo forno, mesmo gás (GLP), mesma areia de fundição (argila, areia branca de construção e água) e mesma fonte de material prima (resíduos da usinagem na ferramentaria do Senai Cimatec), e apesar da matéria prima estar misturada a outras substancias químicas (como óleo lubrificante), isso não fez muita diferença após o processo de fusão.
Nossa equipe encontrou um valor de 123,08 MPa na tensão ultima, enquanto a outra equipe encontrou 123,31 MPa. A análise do gráfico do teste de tração foi feita utilizando nossos conhecimentos em propriedades dos materiais aprendidas na disciplina de Materiais de Construção Mecânica bem como no livro Projeto de Máquinas, Norton, 4ª edição, pagina 34 diz que materiais com mais de 5% de alongamento na ruptura são considerados Dúcteis.
Mantivemos o valor da tensão de ultima do alumínio bem como as considerações a respeito do material nos nossos cálculos, o que nos proporcionará a utilização de 6 rebites, cada um com 7,5 mm de diâmetro, possibilitando a confecção do molde em aço (utilizando brocas de aço de 7,5 mm para a confecção dos canais de alimentação) ou em areia verde (utilizando um modelo em madeira entalhada para dar forma aos canais).
As stated in previous posts, we used Lean Engeneering team data while we did not have our own test. After receiving the results of the test of the test body, it was possible to observe values like Ultimate Tension Flow and Ultimate Tension of Traction and coincidentally the Ultimate Tension of Traction value that was found by the other team was quite similar to that found by our test. The team concluded that this was due to the similar casting methods, such as the use of the same furnace, even gas (LPG), the same casting sand (clay, white building sand and water) and the same source of raw material in the Senai Cimatec Tooling), and although the raw material is mixed with other chemical substances (as lubricating oil), this did not make much difference after the melting process.
Comparison of Values
As stated in previous posts, we used Lean Engeneering team data while we did not have our own test. After receiving the results of the test of the test body, it was possible to observe values like Ultimate Tension Flow and Ultimate Tension of Traction and coincidentally the Ultimate Tension of Traction value that was found by the other team was quite similar to that found by our test. The team concluded that this was due to the similar casting methods, such as the use of the same furnace, even gas (LPG), the same casting sand (clay, white building sand and water) and the same source of raw material in the Senai Cimatec Tooling), and although the raw material is mixed with other chemical substances (as lubricating oil), this did not make much difference after the melting process.
Our
team found a value of 123.08 MPa in the ultimate tension, while the other team
found 123.31 MPa. The traction test graph analysis was done using our knowledge
of materials properties learned in the discipline of Mechanical Construction
Materials as well as in the book Designing Machines, Norton, 4th edition, page
34 says that materials with more than 5% elongation in rupture they are
considered Dúcteis.
We
maintained the value of the ultimate tensile strength of the aluminum as well
as the material considerations in our calculations, which will give us the use
of 6 rivets, each 7.5 mm in diameter, making possible the steel molding (using
7.5 mm steel drill bits for making the rivets body) or in green sand (using a
carved wood model to shape the channels).
sexta-feira, 27 de julho de 2018
Análise de projeto
O projeto inicial considerou o metal alumínio como um material frágil devido
a análise dos resultados dos testes de grupos de projetos anteriores. Realizado
os testes de tração no corpo de prova de alumínio e após a coleta de dados, foi
necessária uma reavaliação dos cálculos de projeto das juntas rebitas devido ao
material se comportar de forma dúctil, onde, foi necessária a teoria de falha
para materiais dúcteis utilizando energia de distorção.
Project Analysis
The initial
design considered aluminum metal as a fragile material due to analysis of test
results from previous project groups. Once the tensile tests were carried out
on the aluminum specimen and after data collection, a reassessment of the
design calculations of the rivet joints was required because the material
behaved ductile, where failure theory was required for ductile materials using
distortion energy.
sábado, 21 de julho de 2018
Glossário técnico - Verbete 5
Slag
Escória
Rejection
of the reduction of iron ore, originating from the mixture of iron ore, coal,
coke, air and limestone in the blast furnaces, in the manufacture of steel.
These are basically oxides and other impurities. It is a residue with a high
content of oxides, such as silica and magnesia, which form together with the
melting of the metals at the beginning of the process for the production of pig
iron.
Fundição do corpo de prova
Essa semana fizemos a
fabricação do corpo de prova para realização do teste de tração, possibilitando
análises de tensões e do material.
Inicialmente foi
necessário a confecção do molde de areia verde para o vazamento do alumínio fundido.
A areia verde é produzida a partir da mistura de areia com um aglomerante,
argila nesse caso, e água. Dessa forma, adquire a consistência e porosidade necessárias,
evitando erosões e deformações, garantindo a fluidez dos gases. Posteriormente o
modelo é inserido exatamente entre as duas partes do molde, para sua moldagem,
também são feitos canais de alimentação com tubos, unido com a moldagem do
modelo, formaram o percurso do alumínio fundido. O alumínio é fundido no forno
de fundição e vertido no molde, resfriado, desmoldado e usinado, terminando a
confecção.
Neste processo foi importante a proporção entre água, argila, e areia para confecção do molde, e a utilização de talco e grafite para retirada do modelo antes da sua moldagem. Enfrentamos e superamos dificuldades nessa fase, tendo que refaze-lo algumas vezes. Só conseguimos depois de inserir plástico filme entre as duas partes do molde, já que a areia verde ainda estava úmida, deixando imperfeito a moldagem do modelo.
Neste processo foi importante a proporção entre água, argila, e areia para confecção do molde, e a utilização de talco e grafite para retirada do modelo antes da sua moldagem. Enfrentamos e superamos dificuldades nessa fase, tendo que refaze-lo algumas vezes. Só conseguimos depois de inserir plástico filme entre as duas partes do molde, já que a areia verde ainda estava úmida, deixando imperfeito a moldagem do modelo.
O corpo de prova foi submetido ao teste de tração e a
partir dos resultados serão feitas as análises.

Fonte: Própria

Fonte: Própria

Fonte: Própria


Fonte: Própria Fonte: Própria

Fonte: Própria
Die Casting
This week we made the test body to
perform the tensile test, enabling stress and material analysis.
Initially it was necessary to make the
green sand mold for cast aluminum casting. The green sand is produced from the
sand mixture with a binder, clay in this case, and water. In this way, it
acquires the necessary consistency and porosity, avoiding erosions and
deformations, guaranteeing the fluidity of the gases. Subsequently the model is
inserted exactly between the two parts of the mold, for its molding, tube feed
channels are also made, together with the molding of the model, formed the
course of the molten aluminum. The aluminum is melted in the melting furnace
and poured into the mold, cooled, demolded and machined, finishing the
confection.
In this process, the proportion of water,
clay, and sand for mold making was important, and the use of talc and graphite
to remove the model before molding. We face and overcome difficulties in this
phase, having to reframe it a few times. We only succeeded after inserting
plastic film between the two parts of the mold, since the green sand was still
wet, leaving imperfect molding of the model.
The test specimen was submitted to the
tensile test and from the results will be made the analyzes.
sábado, 14 de julho de 2018
Glossário Técnico - Verbete 4
Molde/mold,
pl. molds. O molde é um bloco oco por
dentro que é preenchido com um material líquido ou flexível, como plástico,
vidro, metal ou matéria-prima cerâmica. O líquido endurece ou ajusta dentro do
molde, adotando sua forma./The
mold is an hollowed-out block which is complete with a liquid or flexible
material, such as plastic, glass, metal or ceramic raw material. The liquid
hardens or fits inside the mold, adopting its shape. Exemplo do uso desse
termo técnico: “The leaking cycle
restarts right after the leaking of a given mold.”
Figura 1: Exemplo de molde
 |
| Fonte: Google Imagens |
Referências:
Projeto das Juntas Rebitadas
Essa semana a equipe se reuniu duas vezes para estudar as melhores
opções do projeto das juntas rebitadas, que serão fabricadas posteriormente.
Foram feitos estudos sobre o processo de fundição que melhor se adeque ao nosso
projeto, modelo de montagem, tipo de juntas, modelo de rebites e tipos de
falhas; além de uma ampla pesquisa de projetos anteriores que nos desse noção
de valores de ensaios mecânicos realizados em corpos de prova de alumínio
reciclado, visto que o nosso ainda não pôde ser fabricado e consequentemente,
testado. Os cálculos foram realizados com embasamento teórico e de acordo com
as exigências de projeto, dessa maneira foi possível achar os valores dos
diâmetros dos rebites, espessura e largura das chapas de aço, quantidade de
rebites e disposição dos mesmos. Após uma conversa na quarta-feira (11/07) com
o professor orientador João Ricardo nós sanamos algumas dúvidas e fizemos novos
cálculos, além de consertar alguns outros. Hoje (14/07) nós finalizamos o
relatório que contém todo o desenvolvimento, fundamentação teórica, memorial de
cálculo e modelo CAD 3D da junta rebitada.
Project of riveted joints
This week the team met twice to study the best project options for riveted joints, which will be manufactured later. Studies were done about the casting process that best suits our design, assembly model, joint type, rivet model and failure types; as well as a broad research of previous projects that gave us notion of values of mechanical tests carried out on test specimens of recycled aluminum, since ours could not yet be manufactured and, consequently, tested. The calculations were carried out with theoretical basis and according to the design requirements, in this way it was possible to find the values of rivet diameters, thickness and width of steel plates, number of rivets and arrangement of them. After a conversation on Wednesday (11/07) with the guiding teacher João Ricardo we solved some doubts and we made new calculations, besides repairing some others. Today (14/07) we finished the report containing all the development, theoretical foundation, memorial of calculation and 3D CAD model of the riveted joint.
sexta-feira, 6 de julho de 2018
Glossário Técnico - Verbete 3
Fusion
Fusão
Fusão
Fusion is the name given to the change on state of matter from solid to liquid with addiction of heat. The process of fusion of metals requires a great amount of energy in form of heat, each material requires a diferent amount of energy to change it state of matter, in that case, call it latent heat of melting of material. Such magnitude can be measured in Calories per gram or Joule per kilogram in SI. In Comparison to the energy of 80 calories to evaporate 1 gram of water, the aluminium needs 95 calories to melt 1 gram.
Estudo sobre a Teoria das Falhas
A Teoria das falhas, em conceito, é a ciência de prever as condições
sob as quais um material sólido falha quando submetido a cargas externas.
Todo material apresenta
uma capacidade própria de resistência a um dado estado de tensão, desta maneira
é necessário determinar a posição de um limite superior ao estado de tensão do
material com intuito de avaliar e determinar uma área de segurança técnica.
A falha de um material a partir da capacidade de absorção de energia do
mesmo é classificada em falha frágil (fratura) ou falha dúctil (escoamento). Os materiais que falham sob níveis de deformação
consideravelmente pequenos são considerados frágeis, já aqueles que as
deformações no instante da falha são maiores que nos materiais frágeis, é
denominado dúctil.
Nos materiais frágeis a
falha é caracterizada pela fratura ou ruptura frágil do material (no concreto,
esses defeitos são observados conjuntamente: ruptura frágil à tração e ruptura
dúctil à compressão), enquanto nos materiais dúcteis, a falha é usualmente
caracterizada pelo início do escoamento do material.
Portanto, os critérios de falha são funções no espaço de tensões ou deformações que
separam estados de "falha" de estados de " não-falha
(integridade)".
Fault
Theory Study
Fault
Theory, in concept, is the science of predicting the conditions under which a solid
material fails when subjected to external loads. All
materials have their own resistance to a given state of tension, so it is
necessary to determine the position of an upper limit to the tension state of
the material in order to evaluate and determine a technical safety area.
Failure of a material from
its energy absorbing capacity is classified as brittle failure(fracture) or
ductile failure (flow). Materials that fail under considerably small
deformation levels are considered
brittle, since those that deformation at the instant of failure are larger than in brittle materials, is called ductile. In brittle materials
failure is characterized by brittle fracture or
brittleness of the material (in concrete, these defects are observed together: brittle rupture to traction and ductile rupture upon
compression), whereas in ductile materials, failure is usually characterized by
the beginning of the flow of the material.
sábado, 30 de junho de 2018
Glossário Técnico - Verbete 2
Green sand
Areia verde
Green sands are mixtures of different types of wet sands with clay. This conglomerate called base sands has refractory granules in nature that resist high temperatures without melting with the spilled metal. And a binder, the clay, which has as its characteristic the cohesion and plasticity. There are 3 types of natural, semi-synthetic (with modified properties and additions) and synthetic smelting sands (obtained by mixing basic constituents, sand, binders, additives and plasticizers). The molding sands can be used repeatedly because they do not combine with the molten metal. In addition, they have a high degree of permeability, allowing the escape of gases formed during the spill.
Estudo sobre os processos de fundição
Os processos de fundição em geral, consistem em fundir um material metálico, transformando-o em metal líquido, para então, deixar o metal líquido suscetível a formas variadas e despeja-lo num molde a fim de dar ao material a forma final desejada através do resfriamento deste.
Na fundição, apesar do processo em si ser um só, existem variadas formas de se realizar esta fundição e diversos materiais para o molde que vai ser utilizado.
- Moldagem em Areia:
- O recipiente do molde ou “caixa de moldagem” é constituído de uma estrutura, geralmente metálica, de suficiente rigidez para suportar o socamento da areia na operação de moldagem, assim como a pressão do metal líquido durante a fundição.
- Geralmente a caixa de moldagem é construída em duas partes: caixa superior e caixa inferior e os modelos são montados em uma placa. As caixas são dotadas de pinos e orelhas para uma centragem perfeita assim como o modelo.
- Moldagem em areia
verde:
·
É o processo mais simples e mais utilizado em fundições. Consiste em
compactar, manualmente ou empregando máquinas de moldar, uma mistura refratária
plástica chamada de areia de fundição, composta essencialmente de areia silicosa,
argila e água sobre o modelo colocado ou montado na caixa de moldar.
- Moldagem em areia
seca:
·
Neste caso, a areia deve conter aditivos orgânicos para melhorar suas
características; a secagem é feita em estufas apropriadas, a temperatura entre
150 e 300°C. As vantagens dos moldes estufados são, em linhas gerais, maior
resistência à pressão do metal líquido, maior estabilidade dimensional, maior
dureza, maior permeabilidade e melhor acabamento das peças fundidas.
·
Esse tipo de moldagem é empregado em peças de qualquer dimensão ou peso,
sempre que se exige um melhor acabamento.
- Moldes permanentes:
·
O exemplo mais conhecido de molde permanente é o da fundição de
lingotes, os quais sofrerão posterior processamento mecânico. Os moldes neste
caso são chamados de lingoteiras.
·
Em geral, as lingoteiras são inteiriças, ou com o fundo constituído de
uma placa a qual o corpo da lingoteira se apóia.
·
Os tipos verticais são empregados geralmente para a fundição de lingotes
de aço. Os tipos horizontais são mais utilizados para metais e ligas
não-ferrosos.
·
A lingoteira inteiriça é empregada principalmente quando se utiliza
“cabeça quente”, o que facilita a extração do lingote solidificado.
·
Normalmente, o vazamento do metal líquido é feito pela parte superior da
lingoteira. Entretanto são empregadas também lingoteiras com enchimento pelo
fundo, através de canais de vazamento. Essa técnica propicia um enchimento mais
uniforme do metal no interior da lingoteira.
·
Os moldes permanentes são geralmente feitos de aço ou ferro fundido. Em
alguns casos, empregam-se ligas de cobre, como bronze.
·
Pelo processo de molde permanente, utilizando a ação da gravidade,
muitos outros tipos de peças são produzidos.
·
O molde consiste de duas ou mais partes que são convenientemente
alinhadas e fechadas, de modo a formar a cavidade correspondente à forma
desejada da peça.
·
Depois que a peça solidifica, o molde é aberto e a peça é retirada
manualmente.
- Fundição de
precisão:
·
Os processos de fundição de precisão utilizam um molde obtido pelo revestimento
de um modelo consumível com uma pasta, ou argamassa, refratária que endurece à
temperatura ambiente ou mediante adequado aquecimento.
·
Uma vez endurecida essa pasta refratária, o modelo é consumido ou
inutilizado. Tem-se assim uma casca endurecida que constitui o molde
propriamente dito, com as cavidades correspondentes à peça que se deseja
produzir.
·
Vazado o metal líquido no interior do molde e solidificada a peça
correspondente, o molde é igualmente inutilizado.
·
Assim, ao contrário do que ocorre na fundição em areia verde, onde o
modelo é usado inúmeras vezes e o molde é inutilizado, nos processos de
fundição de precisão, tanto o modelo como o molde são inutilizados.
·
O modelo consumível é confeccionado a partir de matrizes,
cujas cavidades correspondem à forma do modelo. Essa matriz é
praticamente permanente.
Study on casting processes
The casting processes
generally consist of melting a metal material into liquid metal and then
leaving the liquid metal susceptible to various shapes and pouring it into a
mold in order to give the material the desired final shape through cooling.
In casting, despite the process itself being one, there are varied ways of performing this casting and various materials for the mold that will be used.
- Sand Molding:
In casting, despite the process itself being one, there are varied ways of performing this casting and various materials for the mold that will be used.
- Sand Molding:
·
The mold container or "mold box" is comprised of a generally
metallic structure of sufficient rigidity to withstand the sand punching in the
molding operation as well as the pressure of the liquid metal during casting.
·
Generally the molding box is constructed in two parts: upper carton and
lower carton and the models are mounted on one plate. The boxes are equipped
with pins and ears for a perfect centering as well as the model.
- Green Sand
Molding:
·
It is the simplest and most used process in foundries. It consists in
compacting, manually or using molding machines, a plastic refractory mixture
called sand casting, composed essentially of silica sand, clay and water on the
model placed or mounted in the molding box.
- Dry Sand Molding:
·
In this case, the sand must contain organic additives to improve its
characteristics; the drying is carried out in suitable greenhouses, the
temperature between 150 and 300 ° C.
·
The advantages of the molded molds are, in general terms, greater
resistance to liquid metal pressure, greater dimensional stability, higher
hardness, better permeability and better finishing of castings.
·
This type of molding is used in pieces of any size or weight, whenever a
better finish is required.
- Permanent molds:
·
The best known example of permanent molding is the casting of ingots,
which will undergo further mechanical processing.
- The molds in this case are called ingot molds.
- In general, the ingot molds are integrals, or with the bottom constituted of a plate to which the body of the ingot mold rests.
- Vertical types are usually employed for the casting of steel ingots. Horizontal types are most commonly used for metals and non-ferrous alloys.
- The one-piece ingot is mainly used when "hot head" is used, which facilitates the extraction of the solidified ingot.
- Normally, liquid metal leakage is done by the top of the ingot. In the meantime, cast ingots are also used with filling through the bottom, through leakage channels. This technique provides a more uniform filling of the metal inside the ingot mold.
- Permanent molds are usually made of steel or cast iron. In some cases, copper alloys are used, such as bronze.
- By the process of permanent mold, using the action of gravity, many other types of parts are produced.
- The mold consists of two or more parts which are suitably aligned and closed so as to form the cavity corresponding to the desired shape of the part.
- After the piece solidifies, the mold is opened and withdrawn manually.
- Precision casting:
- Precision casting processes employ a mold obtained by coating a consumable model with a refractory paste or mortar which hardens at ambient temperature or by appropriate heating.
- Once this refractory paste has hardened, the model is consumed or rendered useless. There is thus a hardened shell which forms the mold itself, with the cavities corresponding to the part to be produced.
- When the liquid metal is cast inside the mold and the corresponding part is solidified, the mold is also rendered unusable.
- Thus, unlike in green sand casting, where the model is used countless times and the mold is unusable, in precision casting processes, both the model and the mold are rendered useless.
- The consumable model is made from matrices, whose cavities correspond to the shape of the model. This matrix is practically permanente.
Assinar:
Comentários (Atom)
-
 Os alunos membros desta equipe são: Foto dos membros da equipe. Da direita para a esquerda:...
Os alunos membros desta equipe são: Foto dos membros da equipe. Da direita para a esquerda:... -
Fundição do Rebite Essa semana produzimos o rebite para montagem da junta rebitada e realização do teste de força, para análise e fina...
-
RIVET REBITE A rivet is a permanent mechanical fastener. Before being installed, a rivet consists of a smooth cylindrical shaft with...